
Schedules can be created for the production floor using a variety of methodologies and technologies. These include: manual/Excel-based methods using simple FIFO or DDO rules which consider current work in process (WIP) and/or future WIP with simple/basic cycle time assumptions; area specific rules-based heuristic scheduling; simulation-based scheduling, and optimization-based scheduling. Methodologies also can be hybrid for both predicting future WIP arrival and for sequencing the lots to generate schedules. The choice and application of a methodology has an impact on the quality of the scheduling, as well as the productivity benefits the solutions can yield. At the same time, requirements for the quality and accuracy of the factory input data also increase across different types of scheduling systems.
Build a new ecosystem of quality powered by Intelligence
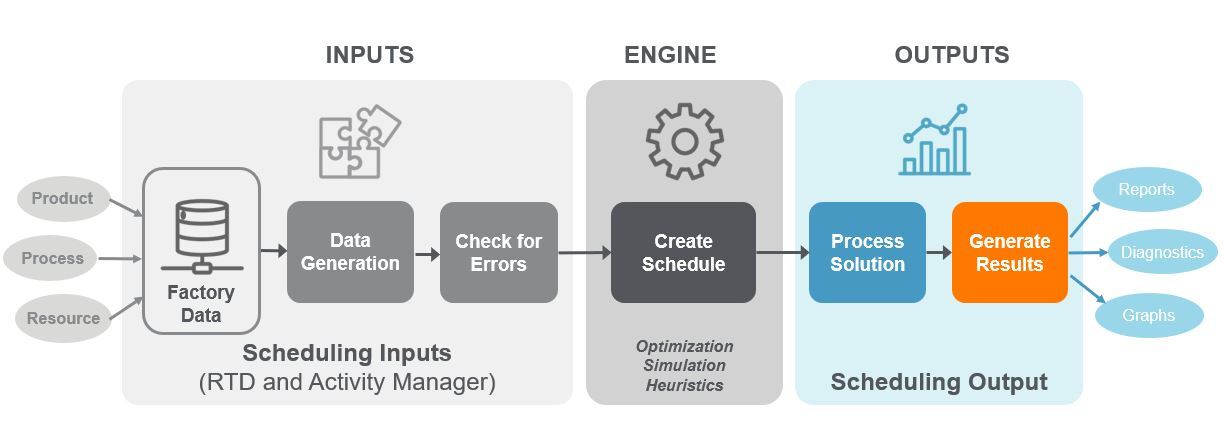
Typically, a scheduling solution requires factory data to be extracted and converted or transformed to solution input data. Then the scheduling engine (regardless of methodology) applies the logic based on different considerations and objectives to generate scheduling output data. This then gets processed and published as schedules for end users to consume in a user friendly visual and analytical format. This is represented in figure 1, below.
Heuristics based scheduling solutions
Simulation based scheduling solutions
Optimization based scheduling solutions
In optimization scheduling, Mixed Integer Programming (MIP) or Constrained Programming (CP) models do lot allocation and assignment based on area-specific weighted objective functions, creating optimal equipment schedules. Optimization schedulers are area schedulers that can integrate with simulation-based factory schedulers.
Table 2, below, allows you to easily see the advantages of each solution.
Positive attributes of each solution
| Heuristics | Simulation | Optimization |
|---|---|---|
|
Easy to develop, configure and deploy |
More accurate future lot/WIP arrival prediction |
Best possible feasible and optimal schedules |
|
Simple to learn, extend and customize
|
Can schedule for the whole factory and implement dispatch rules in scheduling |
Detailed equipment modeling |
|
Early gains for KPI improvements
|
Validate dispatch rules in a non-production environment |
Better bottleneck management |
|
Moderate sensitivity to input data requirements/quality
|
Scales across sites and companies and achieves better line balancing
|
Sensitive and responsive to changing factory conditions and objectives |
Build a new ecosystem of quality powered by Intelligence
Limitations of each solution
| Heuristics | Simulation | Optimization |
|---|---|---|
|
May require constant fine tuning |
Highly sensitive to factory data quality, latency, and granularity
|
Highly sensitive to factory data quality, latency, and granularity
|
|
Doesn’t realize all potential gains for production |
Uses a simplified version of dispatch rules implementation
|
Difficult to explain scheduler decisions
|
|
Needs to be in production environment to assess effectiveness |
Not a mathematically optimal solution |
Need longer deployment time
|
|
Often provides a good but not optimal solution |
Higher resource requirements for maintenance |
Higher resource requirements for maintenance |
|
Not sensitive and responsive to changing factory conditions and objectives
|
|
Model performance time nonlinear with problem size |
Table 3: Limitations of heuristic, simulation, and optimization-based scheduling solutions
Conclusion
Factories should select a scheduling software solution based on assessment of their factory requirements. Ideally, the solution should be a good fit between those requirements, your current and future maturity levels to absorb new technology and business practices, and capabilities of the software solutions available to you. The following questions can help in your decision-making process:
- Does the factory need a factory wide scheduler or an area scheduler?
- What is your bottleneck situation and the nature of your bottleneck?
- Current baseline of your factory automation
- Comprehensive account of your factory data generation, availability, gathering, storing, and processing capabilities
- Skilled resource availability to help implement and support your scheduling automation vision
Heuristics, simulation, and optimization scheduling all help improve factory KPIs, and each has its pros and cons. Factories should gain a good understanding of the suitability and capability of these varieties of scheduling to ensure successful implementation.
However, it is important to note that companies without prior experience and implementation of a sophisticated and automated scheduling solution should consider deploying heuristics-based scheduling. This will help you achieve early ROI in terms of factory improvement and, at the same time, allow you to gain experience and expertise. Implementation of more sophisticated scheduling solutions based on simulation or optimization in a company that has no existing dispatching or scheduling system could result in a shallow learning curve or an unsuccessful deployment.

